

As global economies continue to rebound and consumer demand reaches unprecedented levels, manufacturers face mounting pressure to accelerate production while maintaining high standards of quality and efficiency. Traditional manufacturing processes, already stretched to their limits, are struggling to keep pace with rapidly evolving consumer expectations and market dynamics. To overcome these challenges, industries are increasingly turning to innovative technologies, particularly Artificial Intelligence (AI), to revolutionize their operations.
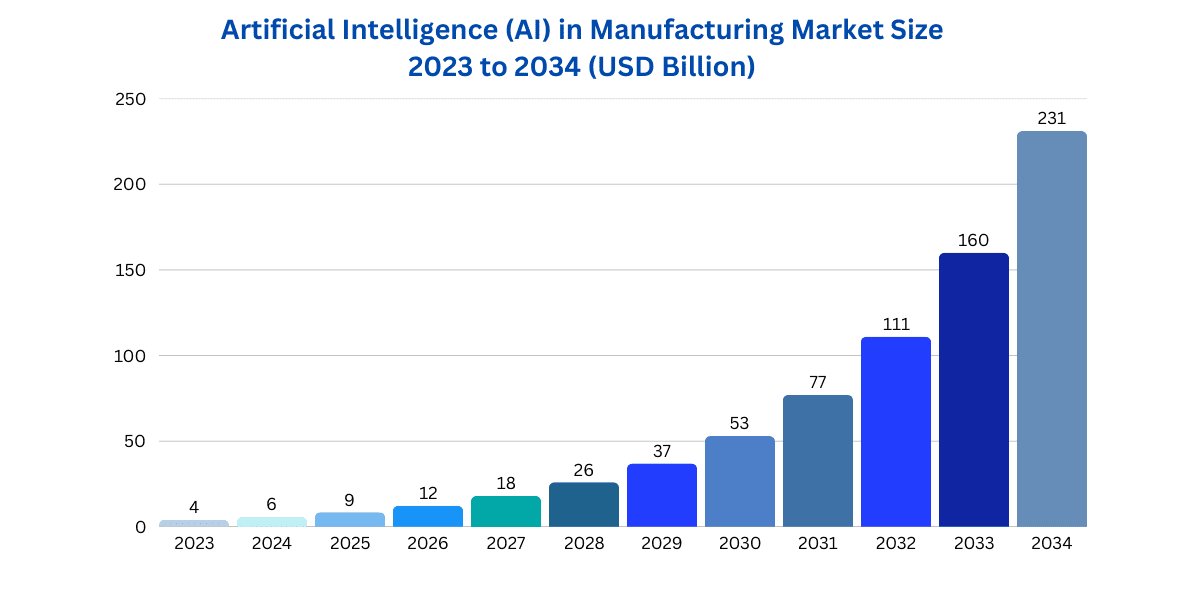
AI has swiftly transitioned from a futuristic concept into a critical driver of growth within the manufacturing sector. According to a report by precendence research, the global AI in manufacturing market is projected to surpass $78.74 billion by 2032, growing at a compound annual growth rate (CAGR) of 21.45% from 2023 to 2032. This remarkable growth underscores the transformative impact AI solutions are having across manufacturing processes, from predictive maintenance and supply chain optimization to quality control and demand forecasting.
In this blog, we’ll explore how AI reshapes manufacturing by addressing critical challenges, streamlining operations, reducing costs and enhancing productivity—ultimately ensuring businesses remain competitive in an increasingly dynamic marketplace.
Why Should You Read Our Information?
- Long-Standing Experience: Our expertise is backed by over 20 years in the IT domain, evolving into a dedicated AI Development Company that delivers high-quality, research-backed solutions to the manufacturing sector
- Research-Backed Solutions: Our information is grounded in meticulous research, consulting multiple credible sources before developing our analysis. Check out our recently developed AI Solutions.
- Technological Pioneers: As one of the established software development companies in India, our early adoption of Blockchain, AI/ML, and IoT reflects a proactive approach to staying ahead of IT trends.
- Custom Software Solutions: Our dedicated development team offers end-to-end custom software solutions, IT consultation and staff augmentation services.
- ISO Certification: Our adherence to international standards ensures the quality of our information. Owing to the above credentials Clutch has recently awarded us with numerous badges.


Understanding AI in Smart Manufacturing
Artificial Intelligence in smart manufacturing involves leveraging advanced algorithms, machine learning (ML), deep learning and robotics to automate and optimize production processes. By integrating AI, manufacturers gain the ability to predict machinery failures, manage inventory efficiently, reduce downtime and significantly enhance product quality. Smart manufacturing powered by AI enables real-time data analysis, intelligent decision-making and agile responses to market fluctuations.
AI technologies such as predictive analytics, computer vision, robotics automation, and natural language processing (NLP) are being extensively utilized to improve operational efficiency and agility in manufacturing, driving significant competitive advantages and productivity gains.
Global Market Landscape: AI in Manufacturing
The adoption of AI in manufacturing is rapidly accelerating worldwide. North America currently dominates AI in the manufacturing market, driven by significant investments in research and development, advanced industrial infrastructure and robust technological ecosystems. Europe and Asia-Pacific regions are also experiencing substantial growth, fueled by increased government initiatives, expanding industrial sectors and widespread adoption of Industry 4.0 practices.
According to Precedence Research, industries such as automotive, electronics, pharmaceuticals and consumer goods are leading the AI adoption, aiming for substantial improvements in automation, quality control and overall productivity.
Real-world Examples of AI in Manufacturing
- General Motors (GM) utilizes AI-driven predictive analytics to forecast equipment maintenance needs, significantly reducing downtime and operational costs.
- Siemens has successfully integrated AI-based solutions to enhance predictive quality management, ensuring consistent product quality and minimizing waste.
- Samsung employs AI and computer vision in its factories to detect product defects in real-time, enhancing production efficiency and product reliability.
- BMW incorporates AI-driven robotics and automation into its production lines to enhance precision and efficiency, speeding up assembly processes while maintaining superior quality standards.
These real-world examples highlight how AI’s capabilities are transforming manufacturing operations, providing a clear roadmap for others in the sector to follow.
Applications of AI in Manufacturing
- Predictive Maintenance & Equipment Health Monitoring
AI detects early signs of equipment failure by analyzing sensor data, reducing unexpected downtime and extending machine life. Manufacturers can proactively schedule maintenance instead of dealing with costly breakdowns.
- Automated Quality Inspection & Defect Detection
AI-powered vision systems analyze production lines in real time to detect defects and anomalies that human inspectors might miss. This minimizes rework, reduces waste, and ensures high-quality output.
- Supply Chain & Inventory Optimization
AI-driven demand forecasting helps manufacturers maintain optimal inventory levels, reducing overstocking and material shortages. Smart logistics planning further enhances supply chain efficiency.
- Process Optimization & Waste Reduction
AI continuously analyzes production data to optimize workflows, energy consumption, and material usage. By identifying inefficiencies, manufacturers can reduce waste, lower costs, and improve sustainability.
- Production Line Automation & Robotics Integration
AI enables robotic systems to handle complex assembly, packaging, and material movement tasks with precision. This increases productivity, speeds up production, and enhances workplace safety by reducing human exposure to hazardous environments.
- Digital Twin for Manufacturing Simulation
AI-powered digital twins create virtual replicas of production facilities, allowing manufacturers to test changes, optimize processes, and predict performance outcomes before making physical adjustments, reducing trial-and-error costs.
- Worker Safety & Hazard Detection
AI monitors workplace conditions and worker activity to detect safety risks, such as exposure to hazardous materials or unsafe equipment handling. Instant alerts help prevent accidents and ensure compliance with safety regulations.
- Energy Efficiency & Smart Resource Management
AI optimizes energy consumption by analyzing usage patterns and adjusting operations accordingly, helping manufacturers reduce costs and meet sustainability goals.
Top Use Cases of AI in Manufacturing
1. AI-Powered Inventory Optimization

Problem Statement:
Manufacturers often struggle with inaccurate inventory tracking, leading to stock shortages, overstocking and supply chain disruptions. Manual tracking methods lack precision and cause delays in procurement and production.
AI Solution:
AI-driven inventory management systems continuously monitor stock levels in real time, predict demand fluctuations and automate restocking processes. By analyzing past usage trends, production cycles and supplier lead times, AI helps maintain optimal inventory levels without human intervention.
Key Performance Improvements:
- Inventory Accuracy Rate: Improves from 85% to 98%.
- Stockout Incidents: Reduced by 40%, preventing production halts.
- Operational Costs: Lowered by 25% by minimizing excess inventory.
Specific Areas of Application:
Warehouse management, supply chain optimization, raw material procurement.
2. AI-Driven Production Monitoring

Problem Statement:
Lack of real-time visibility into production lines leads to inefficiencies, bottlenecks and inconsistent product quality. Many manufacturers rely on reactive troubleshooting instead of proactive optimization.
Solution:
AI-powered production tracking systems analyze real-time sensor data from machines to detect anomalies, optimize workflows, and enhance productivity. These systems identify potential slowdowns, predict failures and adjust operations dynamically.
Key Performance Improvements:
- Overall Equipment Effectiveness (OEE): Improves by 15%.
- Production Lead Time: Reduced by 20% due to automated optimizations.
- Defect Rate: Decreases by 30%, ensuring higher product consistency.
Specific Areas of Application:
Manufacturing execution systems (MES), automated production lines, quality assurance.
3. PPE Compliance Monitoring for Worker Safety

Problem Statement:
Ensuring workers consistently wear required safety gear (PPE) is a major challenge in manufacturing, especially in high-risk environments where compliance lapses can lead to injuries or regulatory penalties.
Solution:
AI-powered computer vision systems monitor workers in real time to detect whether they are wearing the required PPE, such as helmets, gloves, or safety vests. Alerts are generated for supervisors when violations occur, ensuring immediate corrective action.
Key Performance Improvements:
- PPE Compliance Rate: Increases from 70% to 95%.
- Workplace Incidents: Decrease by 50% due to proactive monitoring.
- Inspection Time: Reduced by 60%, allowing faster compliance checks.
Specific Areas of Application:
Industrial safety monitoring, factory floor compliance, regulatory adherence.
4. AI-Enabled Load Security Monitoring

Problem Statement:
Improperly secured loads in transport result in material loss, safety hazards and regulatory fines. Manual checks are time-consuming and prone to human error.
Solution:
AI-powered monitoring systems analyze vehicle loads in real time, ensuring they are properly secured before transportation. The system sends alerts if a load is not covered or if there is a risk of displacement during transit.
Key Performance Improvements:
- Compliance Violations: Reduced by 70% through automated checks.
- Load-Related Incidents: Decrease by 50%, improving safety.
- Regulatory Fines: Lowered by 80% due to proactive compliance.
Specific Areas of Application:
Logistics, material transportation, supply chain safety compliance.
5. AI-Powered Vehicle Identification for Secure Logistics
Problem Statement:
Unauthorized or misidentified vehicles entering manufacturing sites pose security risks, disrupt workflows, and create inefficiencies in logistics operations.
Solution:
AI-powered vehicle recognition systems use computer vision and real-time data processing to authenticate vehicle make, model and license plates. This ensures that only authorized vehicles gain access to restricted zones.
Key Performance Improvements:
- Unauthorized Access Attempts: Reduced by 90%.
- Entry/Exit Processing Time: Cut by 50%, improving logistics efficiency.
- Security Breaches: Eliminated in access-controlled areas.
Specific Areas of Application:
Manufacturing plants secured industrial zones,logistics hubs.
6. AI-Driven Fleet Optimization for Manufacturing Logistics

Problem Statement:
Fleet inefficiencies lead to high fuel consumption, delays in raw material deliveries, and increased vehicle maintenance costs.
Solution:
AI-driven fleet management systems analyze real-time GPS data, traffic patterns, and vehicle conditions to optimize routes, predict maintenance needs, and reduce idle times. This results in lower operational costs and improved delivery schedules.
Key Performance Improvements:
- Fuel Efficiency: Improved by 20% due to optimized routing.
- Maintenance Costs: Reduced by 25% through predictive servicing.
- On-Time Deliveries: Increased by 30% by minimizing route inefficiencies.
Specific Areas of Application:
Manufacturing logistics, raw material supply chain, finished goods transportation.
How can AI Boost Manufacturing?
AI is transforming manufacturing by increasing efficiency, optimizing costs, and improving real-time decision-making. Here are the top ways it is making an impact:
1. Cost Optimization
AI reduces operational costs by automating tasks, minimizing material waste, and improving energy efficiency. Manufacturers using AI-driven automation have reported a 10-15% reduction in overall costs.
2. Increased Production
AI streamlines production lines by identifying bottlenecks and optimizing workflows, leading to higher output. AI-enabled manufacturing facilities have seen up to a 20% boost in productivity. (Source: Delloitte)
3. Real-Time Monitoring
AI enables continuous monitoring of equipment and processes, allowing manufacturers to detect inefficiencies and prevent disruptions. Real-time AI insights have reduced downtime by up to 70%.
4. Faster Product Development
AI accelerates product design, testing, and prototyping by simulating real-world conditions, cutting development time by up to 50%. Source
5. Supply Chain Efficiency
AI enhances demand forecasting, inventory planning, and logistics management, reducing supply chain disruptions by 30% and ensuring timely deliveries. (Source: McKinsey)
AI in manufacturing is proving to be a game-changer, helping businesses stay competitive, efficient, and adaptable in an increasingly dynamic industry.
Future of AI in Manufacturing
Artificial Intelligence (AI) is poised to revolutionize the manufacturing industry, driving efficiency, innovation, and competitiveness. The future landscape of AI in manufacturing encompasses several key developments:
1. AI-Driven Product Design and Development
AI is set to transform product design by analyzing vast datasets to identify optimal design parameters, materials, and processes. This data-driven approach enables rapid prototyping and customization, reducing time-to-market and enhancing product quality. For instance, AI can augment a product’s bill of materials with data from its configuration, development, and sourcing, identifying opportunities to reuse historical parts and improve standard work, thereby supporting preproduction definition.
2. Intelligent Supply Chain Management
The integration of AI into supply chain management is expected to enhance efficiency and resilience. AI can consolidate cross-functional insights and qualitative consumer sensing analysis for improved demand forecasts, suggest next-best production plans to mitigate supply chain disruptions, and provide insights into inventory health or recommendations to reduce inventory.
3. Human-AI Collaboration
The synergy between human workers and AI is anticipated to redefine manufacturing roles. AI can augment the workforce by automating cognitive functions, adapting, planning, guiding, and even making decisions. This collaboration allows human workers to focus on more strategic tasks, enhancing overall productivity and job satisfaction. mckinsey.com
Additionally, emerging trends such as AI in Construction are beginning to reshape building processes, hinting at AI’s broader industry impact.
Conclusion
AI is reshaping the manufacturing sector, enabling businesses to optimize costs, improve production efficiency, and enhance quality control. From predictive maintenance to intelligent supply chain management, AI is driving tangible benefits that translate into reduced downtime, increased profitability, and long-term sustainability. As the industry evolves, the role of AI will continue to expand, fostering innovation and competitiveness. With AI companies in India making significant advancements in AI-driven manufacturing solutions, businesses now have access to cutting-edge technology that can help them scale operations and stay ahead in a dynamic market. For businesses shortlisting partners, our guide to the top AI manufacturing automation companies in India covers verified providers by capability, industry focus and delivery model. This forward-looking perspective not only forecasts the Future of AI in manufacturing but also signals its transformative potential across multiple industries.
Top 10 FAQs on AI in Manufacturing
1. How can AI improve efficiency in manufacturing?
AI streamlines production by optimizing workflows, reducing downtime through predictive maintenance, and automating repetitive tasks. This leads to faster production cycles and better resource utilization.
2. What are the top AI applications in manufacturing today?
Some of the key AI applications include predictive maintenance, defect detection, supply chain optimization, process automation, and digital twins for manufacturing simulations.
3. How does AI help reduce manufacturing costs?
AI optimizes raw material usage, minimizes waste, predicts machine failures to reduce downtime, and improves energy efficiency, collectively lowering operational expenses.
4. Is AI adoption in manufacturing expensive?
While initial implementation costs exist, AI-driven solutions deliver long-term savings by improving efficiency, reducing maintenance costs, and enhancing productivity. AI solutions are scalable, allowing businesses to start small and expand.
5. How does AI ensure quality control in production lines?
AI-powered vision systems detect defects in real-time, preventing defective products from reaching customers. This enhances consistency and reduces the need for manual inspections.
6. How does AI support supply chain management?
AI improves demand forecasting, optimizes inventory levels, and enhances logistics planning, helping businesses reduce disruptions and maintain lean operations.
7. Can AI integrate with existing manufacturing systems?
Yes, AI solutions can be integrated with existing ERP, MES, and IoT-enabled devices, enabling data-driven decision-making without overhauling current infrastructure.
8. What are the risks of AI adoption in manufacturing?
Challenges include data security, high initial setup costs, and the need for skilled personnel. However, working with experienced AI solution providers ensures smooth integration and risk mitigation.
9. How can small and medium manufacturers leverage AI?
AI solutions can be scaled based on business needs. SMEs can start with AI-driven analytics, predictive maintenance, or quality inspection tools and expand as they grow.
10. How can AI services companies in India help implement AI solutions in manufacturing?
AI companies in India offer tailored AI solutions, including custom software, automation tools, and machine learning models, enabling manufacturers to enhance efficiency, scalability, and competitiveness.

Pingback: How can AI-driven predictive maintenance optimize the lifespan of industrial machinery in manufacturing plants? – OmniThought
Pingback: Human + AI: Shaping Product Quality in Advanced Manufacturing - InOpTra